Overview of No.1 Polypropylene
Polypropylene structure and crystal form
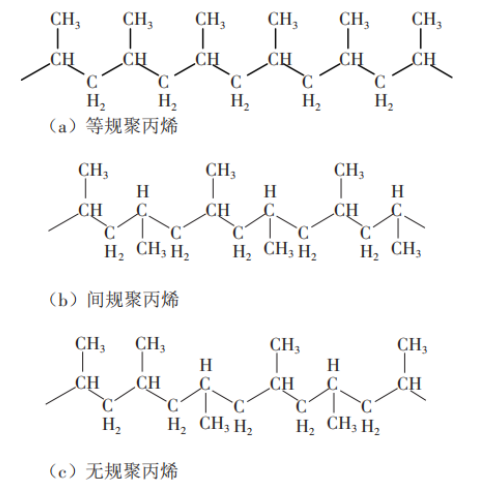
Polypropylene (PP) is a thermoplastic polymer polymerized from propylene. According to the different arrangement of methyl groups on its main chain, it can be divided into three types: isotactic polypropylene (i-PP), syndiotactic polypropylene (s-PP), and random polypropylene (a-PP) as shown in Figure 1. In addition to the three-dimensional configuration of molecular chains, the processing and application performance of PP largely depends on its crystallization temperature, crystal morphology, and grain size. It is generally believed that the crystal structure of PP includes five types: monoclinic α crystal, hexagonal β crystal, triclinic γ crystal, near crystal structure δ, and quasi hexagonal. Among them, the most widely used is the α crystal, followed by the β crystal. Other crystal structures are unstable and have low application value, so they are not common.
Figure 1 Stereoscopic Configuration of PP Molecular Chain
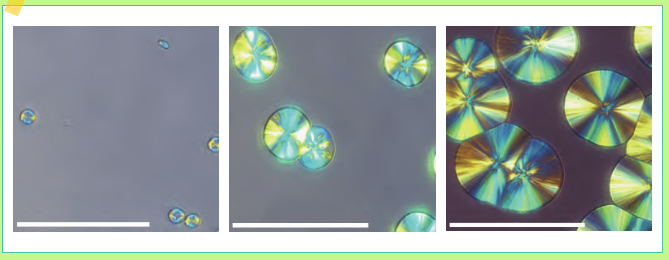
The alpha crystal structure is the most stable and the crystallization mode is the easiest, so other crystal forms will also transform towards the alpha crystal direction under specific conditions. Crystallization generally occurs through the formation of spherulites. The formation of alpha spherulites is characterized by the radial growth of the spherulite center, forming a bundle like structure that intertwines with each other to form a spider like spherulite configuration. The structure is shown in Figure 2.
The difference between the formation of beta crystals and alpha spherulites is that beta spherulites form a bundle like structure parallel to the center, and the bundle like structure continuously grows, bends, and contacts outward to form a complete hexagonal spherulite. This crystal form is generally in a metastable state and can be induced to form under special conditions. In industry, it is generally obtained by adding beta nucleating agents.
Gamma crystals are relatively rare and can generally be produced by low molecular weight iPP melt crystallization or high-pressure crystallization.
Figure 2 Appearance of α - spherulite growth
Crystallization process
The crystallization process of polymers is actually the process of ordered arrangement of molecular chain segments. Polymer crystallization occurs between the melting point (tm) and glass transition temperature (tg) of the polymer. The crystallization process includes the formation and growth of crystal nuclei. Above tm, stable crystal nuclei cannot be formed; Below TG, the chain segment motion freezes and the growth rate of crystal nuclei is zero. The growth rate of polymer crystal nuclei is high at high temperatures, the nucleation rate is high at low temperatures, and the crystallization rate is highest at a certain temperature (tcmax). According to empirical rules, the tcmax of pure polymer is 0.85tm (K). The isotactic poly (propylene glycol) tm is 449K (176 ℃), and the tcmax is 393K (120 ℃), which is consistent with this rule. The internal factors affecting the crystallization rate and crystallinity of polymers are the molecular chain structure and relative molecular weight; External factors include the thermal history of polymer melting, cooling rate, external forces, and impurities mixed into the polymer. Impurities, as crystal nuclei, play an important role in increasing crystallization rate and changing crystal shape.
No.2 PP nucleating agent and its mechanism of action
nucleating agent
There are various classification methods for PP nucleating agents, which can be divided into alpha nucleating agents and beta nucleating agents based on the induced crystal form; It can be divided into transparent type, standard type, and enhanced type according to its purpose. The alpha nucleating agent mainly promotes the formation of the alpha crystal form of PP.
Alpha nucleating agents can be subdivided into organic, inorganic, and macromolecular types.
(1) Organic nucleating agents: mainly include dibenzylidene sorbitol, amide compounds, aromatic carboxylate salts, and substituted aryl heterocyclic phosphate esters (salts). The selection criteria for organic nucleating agents are: ① The nucleation effect of benzene ring structure is better than that of aliphatic hydrocarbon structure, and the para substitution effect of benzene ring is better than that of other substitution structures; ② The nucleation effect of carboxylate structure is superior to that of free carboxylate groups; ③ Among salts, sodium salt has the best nucleation effect; ④ When the substituent group on the benzene ring is a carboxyl chain, the shorter the chain, the better the nucleation effect.
(2) Inorganic nucleating agents: mainly composed of metal oxides or metal salts, such as talcum powder, calcium carbonate, silicon dioxide, etc. The characteristics of inorganic nucleating agents include low cost, and trace addition can improve the transparency and mechanical properties of PP.
(3) Polymer nucleating agent: refers to high melting point macromolecular compounds that nucleate PP, generally requiring crystallization temperatures higher than PP and compatibility with PP. This type of nucleating agent is mainly composed of polyethylene cyclic alkane compounds, which can improve the transparency and processing performance of PP products.
Beta nucleating agents can induce the formation of beta crystals in PP, significantly increasing the impact resistance of the product. Generally, beta nucleating agents can be subdivided according to their composition and structure into inorganic, polycyclic aromatic hydrocarbons, certain salts of Group IIA metals and dicarboxylic acid complexes, aromatic diamides, rare earth compounds, cyclic dicarboxylic acid salts, etc.
Alpha nucleating agents have a wide range of applications. Currently, sorbitol and organic phosphate nucleating agents are the most studied, used in the largest quantities, and have high nucleation efficiency. The β nucleating agent induces the transformation of polypropylene α crystals into β crystals, which significantly improves crystallization efficiency and reduces spherulite size. Compared to alpha nucleating agents, beta nucleating agents can eliminate the contradiction between impact strength and thermal deformation temperature, and effectively improve impact resistance, thermal deformation temperature, and other properties. Therefore, research on beta nucleating modification has become a focus in current research on copolymer polypropylene.
Crystallization theory and mechanism of PP nucleating agent
At present, the most widely recognized explanations for the mechanism of action of nucleating agents are Binsbergen's heterogeneous nucleation theory and Wittmann's theory of epiphytic crystallization.
(1) Heterogeneous nucleation theory: refers to the crystallization of PP molecular chains using nucleating agents as nucleation sites, where the non-polar portion of the nucleating agent molecules is exposed on the surface to form pits that accommodate the PP molecular chain. The large number of nucleation sites provided by nucleating agents will greatly increase the number of PP spherulites, reduce the size of spherulites, and improve the performance of PP.
(2) The theory of epiphytic crystallization: Simply put, it can be understood as the crystallization process of one crystalline substance attached to another crystalline substance, essentially inducing crystallization on the surface. Stocker et al. and Lotz induced the formation of β - iPP using a gamma quinacridone nucleating agent, verifying that its nucleation mechanism is consistent with the theory of epiphytic crystallization.
The addition of nucleating agents increases the number of nucleation points, limits the growth space of crystal nuclei, and causes mutual restraint during crystal growth, thereby making it easier for fine crystals to form inside the PP resin matrix. Ultimately, the crystallinity and bending modulus of PP are significantly improved, while the size of the spherical crystals in the product is reduced, the grain size distribution is narrowed, and the interfacial bonding strength of the spherical crystals is enhanced. As long as external forces are applied, more small and uniform spherical crystal particles can withstand external impact, making the external forces evenly dispersed and ultimately improving the impact toughness to a certain extent.
The influence of No.3 PP nucleating agent on its properties
Improve the crystallization performance of PP
The following table lists the effects of four types of organic nucleating agents on PP properties, with a nucleating agent addition mass fraction of 0.2%.
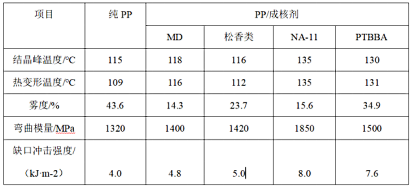
From the table, it can be seen that the crystallization peak temperature of pure PP is the lowest. This is due to the homogeneous nucleation of pure PP, where the molecular chain segments undergo intense thermal motion at high temperatures, making it difficult to form stable crystal nuclei. Stable crystal nuclei can only be formed under supercooling conditions. The crystallization after adding nucleating agents is heterogeneous nucleation. As the melting point of nucleating agents is higher than that of PP, PP forms stable crystal nuclei on the surface of nucleating agents, and the corresponding crystallization peak temperature increases. The data in the table shows that different nucleating agents can increase the crystallization peak temperature of PP, among which NA-11 can increase the crystallization peak temperature of PP from 115 ℃ to 135 ℃, making it possible to form PP at higher temperatures. Due to the increase in molding temperature, the molding time of the embryo is shortened, and the molding cycle is also shortened.
The nucleating agent promotes crystal nucleation and accelerates the crystallization rate of the matrix PP, which is attributed to the nucleating agent accelerating the adsorption of molecular chain segments while enhancing the stacking and diffusion rate of crystal nuclei. The stronger the adsorption effect of the nucleating agent, the easier it is for the molecular chain segments to diffuse and accumulate on the surface of the crystal nucleus, while also increasing the rate of movement and diffusion of the chain segments towards the crystal nucleus, resulting in a faster crystallization rate and higher crystallization temperature. So, crystallization temperature is usually used as a standard to measure the nucleation ability of polymer crystallization.
Improve the transparency of PP
According to the data in the table, the addition of different organic nucleating agents can reduce the haze of PP (an important parameter of optical transparency of transparent or semi transparent materials). When the mass fraction of NA-11 and MD is both 0.2%, the haze of PP decreases from 43.6% to around 15%, and the transparency is significantly improved. This is because the average particle size of PP grains decreases significantly after the addition of nucleating agents.
Due to the presence of crystalline and amorphous phases in crystalline polymers, diffuse reflection of light occurs at the interface between the two phases due to their different refractive indices. Additionally, spherical crystals with a particle size larger than visible light waves reduce the transparency of the polymer material. Therefore, under normal processing conditions, crystalline PP products appear semi transparent. To obtain materials with high transparency, factors such as increasing the crystallinity of the resin, refining the grain size, and reducing the number of pores inside the material should be considered. Especially when the grain size is smaller than the visible light wavelength, the transparency can be greatly improved. Adding nucleating agents is the most effective and cost-effective method to reduce grain size.
The influence on the mechanical properties and heat resistance of PP
The addition of organic nucleating agents forms a fine grain structure inside PP, improves crystallinity, and increases the bending modulus of the matrix, thereby enhancing the rigidity of the material. As shown in the table, when the mass fraction of NA-11 is 0.2%, the bending modulus of PP increases from 1320MPa to 1850MPa. Therefore, while maintaining the same bending strength for product injection molding, the wall thickness of the material can be reduced, providing the possibility for the design of high-strength thin-walled products. In addition, after adding NA-11 with a mass fraction of 0.2%, the notch impact strength of PP increased from 4.0kJ/m2 to 8.0kJ/m2. Other nucleating agents did not reduce the impact strength of PP. Organic nucleating agents can simultaneously improve the rigidity and impact strength of PP, making its application range more extensive. At the same time, when adding 0.2% mass fraction of N-11 and PTBBA, the hot deformation temperature of PP increased, indicating a significant improvement in heat resistance.
Nucleating agents can not only improve the crystallization rate and crystallinity of PP, but also increase the thickness of the oriented cortex structure inside the matrix. The increase in cortical structure thickness is similar to the orientation effect, which can significantly enhance the rigidity of the product. At the same time, the refinement of PP micro spherical crystals makes the crystallization behavior more complete, which is beneficial for the improvement of the tensile strength of PP products.
In short, the changes in the mechanical properties of PP are caused by changes in crystallization behavior. Generally speaking, adding nucleating agents makes PP products have better transparency, tensile strength and rigidity, higher heat deformation temperature and hardness, and other properties.
Changes in processing performance
In general, the faster the crystallization rate and the smaller the size of the spherulites, the better the processing performance of the product. The relatively high shrinkage rate of PP is caused by the tight packing of molecular chains during the cooling crystallization process, and it is also prone to internal stress, leading to phenomena such as warping and deformation. Adding organic nucleating agents shortens the injection molding time and molding cycle of PP, allowing for rapid demolding. At the same time, due to the reduction in the size of resin spherulites, the PP molecular segments do not have sufficient time to arrange themselves in a regular manner, thereby reducing the shrinkage rate of PP; During the injection molding process, the addition of organic nucleating agents accelerates the crystallization rate of the product while reducing the free volume, effectively controlling the shrinkage phenomenon of the resin. Therefore, adding organic nucleating agents can ensure the dimensional stability and mechanical properties of PP products during long-term use and storage, while also reducing the formation of burrs, dents, and voids during PP product preparation.
Conclusion No.4
Nucleating agent is an important additive in polypropylene products, which can improve the rigidity, impact performance, transparency, and reduce the molding cycle of polypropylene. Although there have been numerous studies on nucleating agent modified polypropylene both domestically and internationally, resulting in the development of various alpha and beta nucleating agents, the research only focuses on comparative analysis of the properties of nucleated products and lacks understanding of the underlying mechanisms. At the same time, the industrial selection of nucleating agents is mainly based on small molecules, which have relatively high preparation costs. Large molecule nucleating agents have the characteristics of low cost, easy preparation, and good nucleation effect, but lack research and application. This may be the focus of future research and development, providing a more economical and efficient nucleating agent selection for the PP industry.
[1]胡成浪,张才亮,盛仲夷.成核剂改性共聚聚丙烯的研究进展[J].塑料助剂,2020(02):1-6.[2]吴媛,宋程鹏,皮茂等.不同种类成核剂对聚丙烯结构与性能的影响[J].现代塑料加工应用,2023,35(01):40-43.[3]马承银,杨翠纯,陈红梅等.聚丙烯成核剂研究的进展[J].现代塑料加工应用,2002(01):41-44.[4]黄伟江,何文涛,秦舒浩等.有机类成核剂改善PP性能的研究进展[J].现代塑料加工应用,2016,28(05):52-56.